旋铆加工,现在已经不算新工艺,但它的具体应用、原理你知道多少呢?
说到旋铆,首先,我们来看看什么是旋铆。旋铆也称铆接也有人称为辗铆,是依据冷辗原理研制而成的一种铆接工艺。铆接主要靠旋转与压力完成装配,常见旋铆机有气动旋铆机和液压旋铆机两种。可加工的材料范围也非常广,基本上金属材料都可以铆接了,还不错,的确运用范围很大啊。接下来就一起谈谈旋铆工艺吧:
一、旋铆的基础知识:

1.气缸直径:
气缸直径越大,缸内的活塞直径也相应越大,在相同气压下,其传递给旋铆头的压力越大;反之,则传递给旋铆头的压力越小。因此,若铆钉直径较大,或要求其塑性变形量较大,或材质较硬时,宜采用较大气缸的旋铆机;反之,宜采用较小气缸的旋铆机。
2.旋铆夹头的角度:
旋铆夹头角度一般包括3度、5度两种,即旋铆夹头中装夹旋铆头的圆孔中心线与锤线所呈的角度;(如图示)
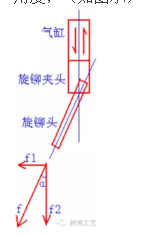
如图示,气缸向下的压力和旋铆夹头的侧壁的共同作用使旋铆头获得一个与铅锤线呈α角的力F,将力做径向及轴向分解得到F1和F2;
F1:使铆钉径向塑性变形,表现出的现象为铆钉头直径加大(开花);
F2:使铆钉轴向塑性变形,表现出的现象为铆钉整体长度缩短、直径(包括根部)变大。
即:F一定的情况下,旋铆夹头角度越大,F1越大,反之则F2越大;
3.旋铆机参数的调整及其影响:
A.气压:在旋铆机(气缸)一定的情况下,通过调整三点组合而调整进气气压,一般规律如下:
气压越小,铆钉头直径(开花)越小,铆钉整体变形量小,铆钉与零件结合不牢靠,易松动;
反之,铆钉头直径(开花)越大,铆钉整体变形量大,铆钉与零件结合较牢靠,不易松动;
B.时间(周期):旋铆机表盘显示的时间为:从气缸刚开始下行到旋铆结束气缸刚开始上行这一阶段。一般情况下,旋铆时间越长,铆钉头变形量越大,同时铆钉头表面较平整光洁;
C.微调螺帽的位置:微调螺母可顺时针、逆时针旋转,从而调整旋铆头上行和下行的死点,在保证旋铆头下死点相同的情况下,使微调螺母处于不同位置,可以看到旋铆头的上死点高度是不同的。 |
